在汽车工业的飞速发展中,车灯不仅是安全照明的关键部件,更是整车造型设计与品牌辨识度的点睛之笔。其中,塑料大灯因其设计自由度大、重量轻、成本效益高等优势,已成为市场主流。而连接创意设计与批量生产之间的桥梁,正是高精度、高质量的试验模具。其加工与定制过程,是确保大灯性能、品质与生产效率的核心环节。
试验模具的核心作用与定制需求
试验模具,或称原型模具、试制模具,主要用于产品开发阶段的验证。对于汽车塑料大灯而言,其作用至关重要:
- 设计验证:检验大灯的外观造型、光学设计(如光型、亮度均匀性)、结构合理性(如壁厚、卡扣位置)以及与其他部件的装配兼容性。
- 工艺验证:测试注塑成型工艺参数(如温度、压力、冷却时间),评估材料(如PC、PMMA)的流动性和成型效果,预测并解决可能出现的缩痕、熔接线、应力集中等问题。
- 小批量试产:为后续的耐久性测试、环境测试(如耐候、耐高温低温)、配光性能测试等提供实体样品。
因此,定制试验模具并非简单缩小版的量产模具,它需要针对“试验”目的进行专项设计,在保证关键功能的前提下,往往在成本、周期和可修改性上寻求最佳平衡。
加工定制的核心流程与技术要点
汽车大灯试验模具的加工定制是一个系统工程,主要流程与要点如下:
1. 前期分析与设计
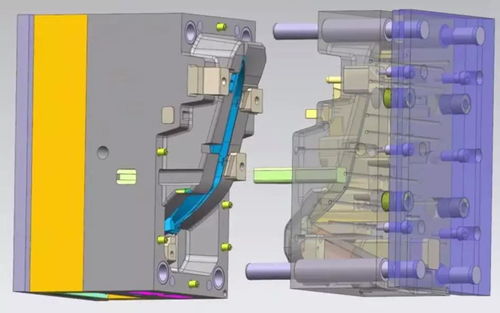
- 数据输入与评审:接收客户提供的3D数模(通常包含灯壳、配光镜、装饰框等部件),进行详细的工艺可行性分析(DFM)。重点关注光学面的精度要求、脱模斜度、分型线设计、冷却水道布局等。
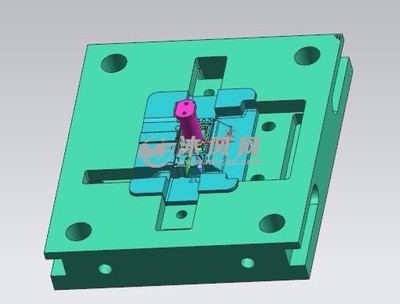
- 模具设计:根据试验需求,确定模具结构。通常采用简化的一模一穴或一模两穴设计,以缩短加工周期和降低成本。核心是型芯、型腔的设计,其表面质量直接决定大灯的光学性能与外观。对于复杂的配光花纹(光导、透镜纹理),可能需要采用精密电火花加工(EDM)或激光雕刻技术。
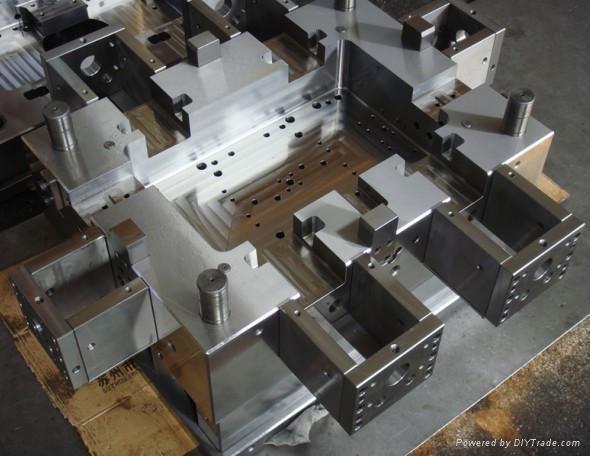
2. 精密加工与制造
- 材料选择:模仁多选用预硬模具钢(如P20、718、S136等),兼顾良好的切削加工性、抛光性和一定的耐磨性。
- 核心加工工艺:
- 数控铣削(CNC):完成大部分型腔、型芯的粗加工和半精加工,是保证模具主体形状和尺寸的基础。
- 精密电火花加工(EDM):用于加工CNC难以实现的深槽、尖角、细微纹理以及高硬材料区域,是获得高精度光学面的关键。
- 高速铣削(HSM):适用于高精度、高表面质量要求的复杂曲面精加工,可部分替代EDM,提高效率。
- 坐标磨/慢走丝线切割:用于加工高精度的孔、销、精密镶件等。
- 表面处理与抛光:这是决定大灯透明件清晰度和光泽度的决定性步骤。光学面通常需要达到镜面级别(如SPI A1级),需由经验丰富的技师进行多道次手工或机械抛光,完全消除加工纹路。
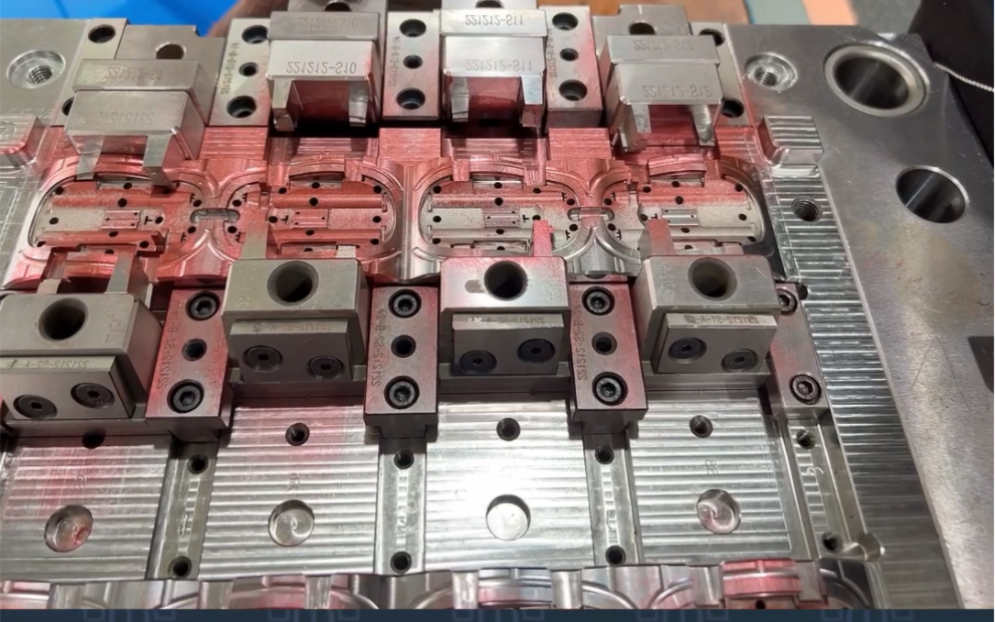
3. 组装、试模与调试
- 模具组装:将加工好的模仁、滑块、斜顶、冷却系统、顶出系统等精密组装,确保各运动部件顺畅、密封良好。
- 试模(T1试制):在注塑机上首次注射,检验模具功能。重点关注填充是否完整、是否存在缺陷、顶出是否顺利、尺寸是否达标。
- 调试与优化:根据试模样品反馈,协同客户分析问题。可能需要调整注塑工艺参数,或对模具进行局部修改(如调整浇口大小、修改冷却水路、抛光特定区域)。这个过程可能反复数次,直至样品完全满足试验要求。
定制合作的关键考量因素
选择试验模具加工定制服务商时,汽车厂商或车灯设计公司应重点关注:
- 技术能力与经验:尤其在复杂曲面加工、光学面处理、多部件协同设计方面的积累。
- 设备水平:是否拥有高精度CNC、EDM、高速铣、三坐标测量机(CMM)等关键设备。
- 质量控制体系:从设计到交付的全流程质量管控,确保模具精度(通常型腔精度要求在±0.02mm以内,关键部位更高)。
- 协同与响应速度:试验阶段时间紧迫,供应商需能快速响应设计变更,高效沟通解决问题。
###
汽车塑料大灯试验模具的加工定制,是融合了精密机械设计、先进制造工艺与丰富工程经验的综合性技术。一件高品质的试验模具,不仅能加速新车型的研发进程,降低后续量产模具的开发风险,更是保障汽车大灯这一重要安全件与外观件最终卓越性能的坚实基石。随着智能车灯、贯穿式灯带等新技术的涌现,对试验模具的精度、复杂度和定制化能力提出了更高要求,持续推动着模具制造技术向更智能、更精益的方向发展。